Messtechnik-Labor
In unserem Messtechnik Labor befinden sich neben diversen Interferometern auch Laser-Doppler-Vibrometer, Streifenprojektoren und andere messtechnische Hardware.
| Interferometer | Zygo GPI XP |
| Zygo NewView 200 Mikrointerferometer | |
| Zygo NewView 8300 Mikrointerferometer | |
| Carl Zeiss D100 | |
| Laser-Doppler-Vibrometer | Polytech PDV 100 Laser-Vibrometer |
| Photogrammetrie | Linearis3D (Software) |
| Streifenprojektionssystem | David 3D Scanner SLS-2 |
| Keyence VR-3100 | |
| Artec Space Spider | |
| Reflektionsspektroskopie | Zeiss MCS 400 |
| Lasertriangulation | Zeiss Automated Inspection: CodedBolt |
| Koordinatenmessmaschine | Zeiss Prismo |
| Optical Coherence Tomography (OCT) | Eigenentwicklung |
Die folgende Auflistung unserer Laborgeräte enthält eine kurze Beschreibung der Funktion und Bildergalerien mit Fotos und Skizzen.
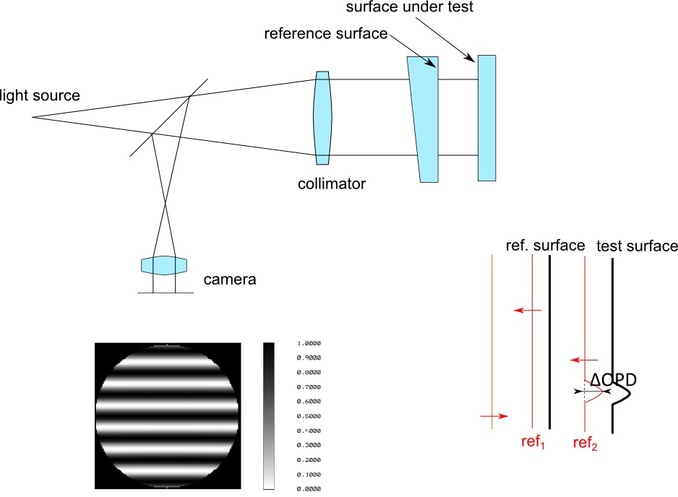
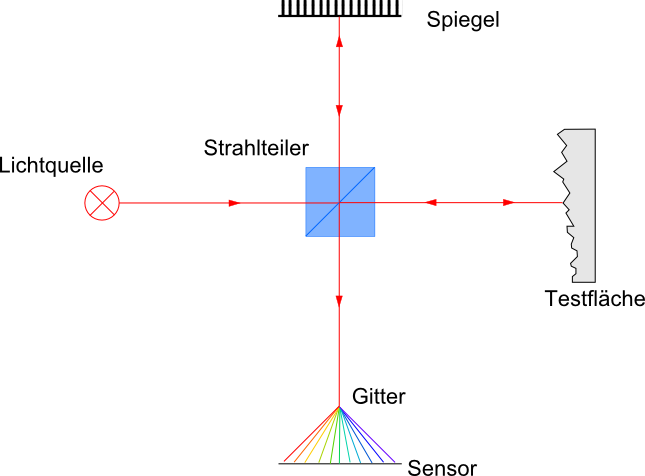
Schematischer Aufbau eines Fizeau-Interferometers. Das Licht wird an der Referenz- und Testebene reflektiert und interferiert dann. Durch unterschiedliche Laufwege des Lichts kommen dann die Interferenzmuster zustande. Im Bild ist beispielsweise eine Verkippung (tilt) zu sehen.
Bei einem Interferometer wird das Licht der Punktlichtquelle mit einem Kollimator in eine ebene Welle transformiert. Diese wird an der Referenz- und Testfläche (ref1 und ref2) reflektiert. Die beiden sich überlagernden Wellen werden nun auf der Kamera abgebildet, wo ein Interferenzmuster entsteht. Durch optische Weglängendifferenzen (OPD = "optical path difference") ergeben sich die verschiedenen Interferenzmuster.
Untersuchen wir beispielsweise einen verkippten Spiegel, können wir ein Muster aus hellen und dunklen Streifen beobachten. Ist die Wellenlänge bekannt, kann so der genaue Verkippungswinkel bestimmt werden.
Mit den Interferometern lassen sich ebene, sphärische und asphärische Oberflächen vermessen. Außerdem kann – mit ein wenig Mehraufwand - der Brechungsindex von Linsen bestimmt werden. Die Messfehler beim vermessen von Oberflächen variiert dabei von Gerät zu Gerät und liegt zum Beispiel bei einem Weißlichtinterferometer bei 0,1 nm.
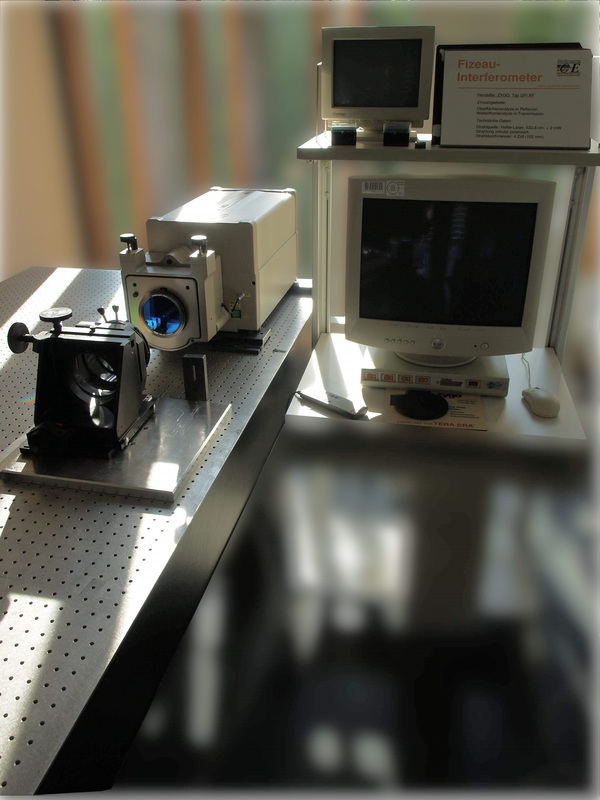
Die verfügbaren Interferometer sind: ein Zygo GPI XP, ein Zygo NewView 200 Mikrointerferometer (Weißlichtinterferometer, kombiniert Mikroskopie & Interferometrie), ein Zygo NewView 8300 Mikrointerferometer und ein Carl Zeiss D100.
Schematischer Aufbau eines Fizeau-Interferometers. Das Licht wird an der Referenz- und Testebene reflektiert und interferiert dann. Durch unterschiedliche Laufwege des Lichts kommen dann die Interferenzmuster zustande. Im Bild ist beispielsweise eine Verkippung (tilt) zu sehen.
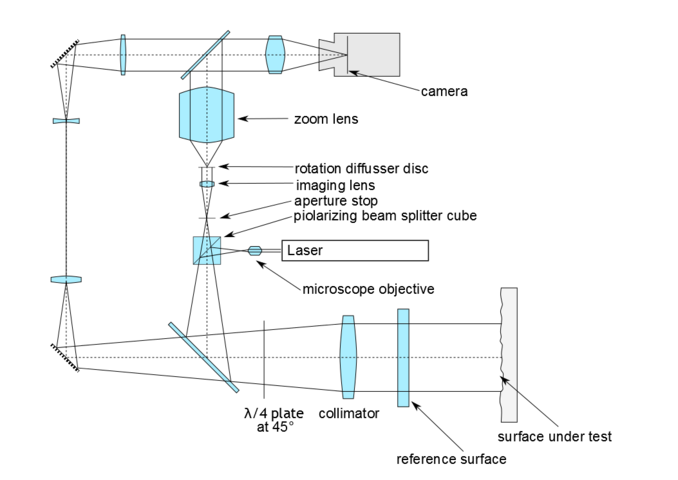
Schematische Dartstellung des Zygo Interferometers. Dieser basiert auf einem Fizeau-Interferometer, der modifiziert wurde, um das sogenannte Phase-shif-Verfahren anzuwenden.

Vermessung eines planen Spiegles mit der Metro Pro Software. Es ist deutlich zu sehen dass, der Spiegel nicht plan ist, sondern eine Wölbung in der Mitte aufweist.
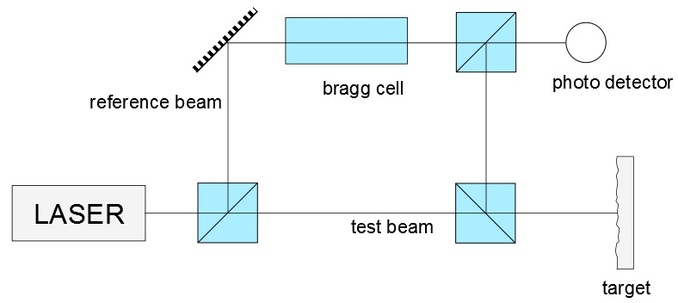
Schematischer Aufbau eines Laser-Doppler Vibrometers. Der Laserstrahl wird zunächst in einen Mess- und Referenzstrahl aufgeteilt. Das reflektierte Licht der Messoberfläche interferiert dann mit dem Referenzstrahl. Bewegt sich nun das Messobjekt, verändert sich auch das Interferenzmuster. Diese Veränderung wird dann in eine Geschwindigkeit umgerechnet.
Bei einem Vibrometer wird der Laserstrahl zunächst in einen Referenz- und Messstrahl aufgeteilt. Die vom Objekt reflektierte Welle setzt sich aus der anfänglichen Frequenz und der Doppler-Frequenzverschiebung (Änderung der Lichtfrequenz durch Verschiebung des Objekts) zusammen ( fD = 2 v / λ ). Sie interferiert anschließend mit der Referenzwelle. Im Gerät wird dann die Doppler -Frequenzverschiebung des Interferenzmusters bestimmt, welche proportional zur Geschwindigkeit des Messobjektes ist.
Die "bragg cell“ bewirkt eine Frequenzänderung des Referenzstrahls von 70 Hz, was bei einem stillstehenden Objekt eine Modulationsfrequenz von 70 Hz am Fotosensor ergibt. Bewegt sich das Objekt nun zum Vibrometer, wird die Modulationsfrequenz erhöht, entfernt sich das Objekt, verringert sich die Frequenz ( fc(t) = fB + fD(t) = fB + 2 v(t) / λ ). So können Aussagen über die Bewegungsrichtung der Schwingung gemacht werden.
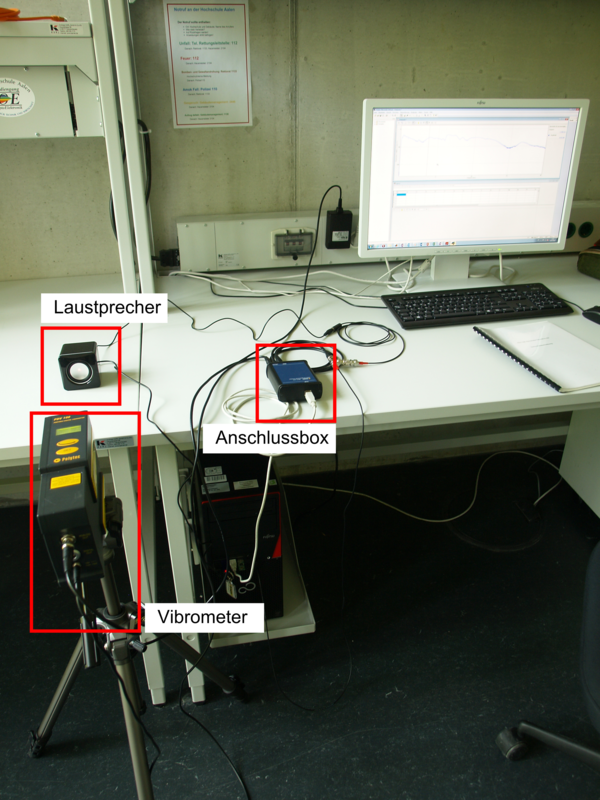
Das Laser-Doppler Vibrometer PDV 100 von Polytech deckt einen Frequenzbereich von 0,05 Hz bis 22 kHz ab und arbeitet mit einen Arbeitsabstand zwischen 0,1 m und 30 m. Dabei bleibt die Schwinggeschwindigkeitsauflösung immer besser als 0,05 µm/s. Das Gerät lässt sich somit für fast alle akustische Applikationen verwenden. Da das Programm auf einem Laptop verfügbar ist, sind auch Messungen vor Ort möglich.Mit dem Aufbau kann beispielweise die Qualität eines Lautsprechers beurteilt werden. Unten ist der Frequenzgang eines Lausprechers zu sehen, der weißes Rauschen wiedergibt.

Schematischer Aufbau eines Laser-Doppler Vibrometers. Der Laserstrahl wird zunächst in einen Mess- und Referenzstrahl aufgeteilt. Das reflektierte Licht der Messoberfläche interferiert dann mit dem Referenzstrahl. Bewegt sich nun das Messobjekt, verändert sich auch das Interferenzmuster. Diese Veränderung wird dann in eine Geschwindigkeit umgerechnet.

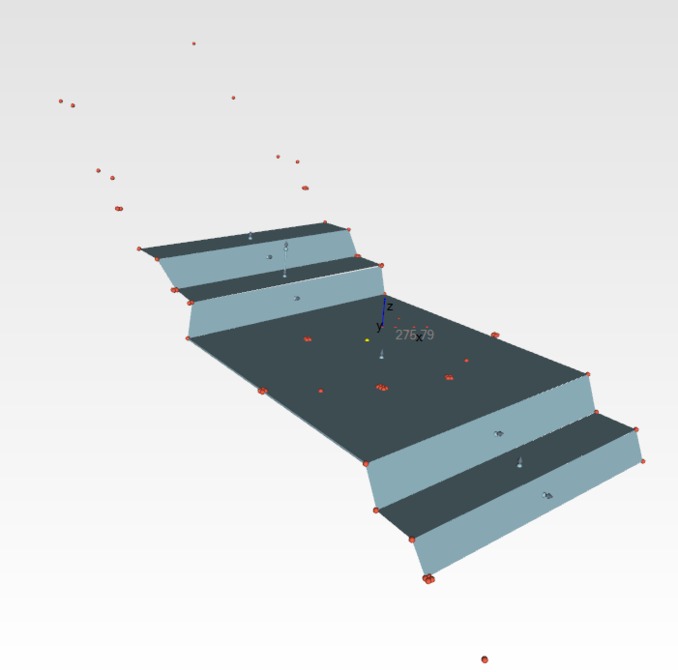
Mithilfe der Photogrammetrie wurden Punkte auf einer Treppe aufgenommen und deren Position im Raum bestimmt. Anschließend kann mithilfe der Software Ebenen in die ermittelten Punkte gelegt, Abstände, oder winkel gemessen werden.
Bei der Photogrammetrie wird das Objekt zunächst mit verschiedenen kodierten Markern versehen und aus unterschiedlichsten Blickwinkeln aufgenommen. Eine Software berechnet dann aus den Aufnahmen die einzelnen Kamera- und Markerpositionen.
Des Weiteren können zu verschieden ausgewählten Punkten Berechnungen durchgeführt werden, wie beispielsweise ein Ebenen-Fit oder eine Abstandsmessung.
Mit dieser Technik ist die Vermessung von vor allem großen Objekten möglich, oder auch eine Deformationsanalyse. Dazu wird ein Objekt vor und nach der Deformation aufgenommen. Anschließend werden beide Datensätze voneinander subtrahiert. Als Ergebnis erhält man die Verschiebungsvektoren.
Der Laboraufbau Photogrammmetrie beinhaltet die Software Linearis3D mit unterschiedlich kodierten Markern auf Papier.
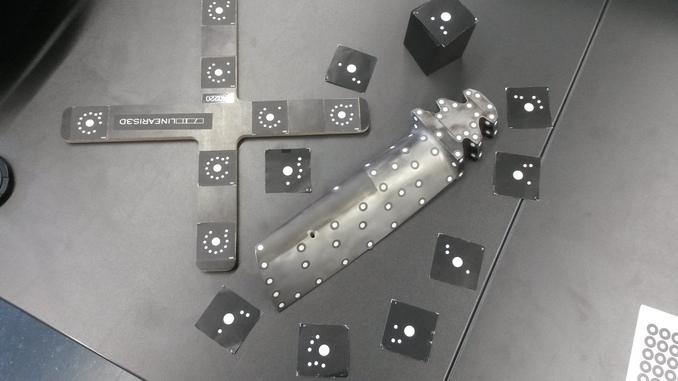
Teil einer Turbinenschaufel, beklebt mit unkodierten Markern. Die kodierten Marker und das Startkreuz mit bekannten Maßen sind danebengelegt.

Mithilfe der Photogrammetrie wurden Punkte auf einer Treppe aufgenommen und deren Position im Raum bestimmt. Anschließend kann mithilfe der Software Ebenen in die ermittelten Punkte gelegt, Abstände, oder winkel gemessen werden.

Für die Photogrammetrie präparierte Turbienenschaufel mit von der Software erkannten Punkten. Mithilfe der kodierten Markern werden die Bilder ausgerichtet und die Kamerapositionen bestimmt.

Ein Sitzender Löwe wurde mit zwei Kameras aufgenommen, anschließend wurden die Bilder entzerrt und überlagert.
Die Stereometrie ist die Vermessung von Objekten mit zwei Kameras. Diese werden, mit einer konstanten Position zueinander, vor dem Objekt positioniert und mit einem definierten Muster kalibriert. Man besitzt dann alle internen und externen Kameraparameter.
Danach können Bilder des Objektes aufgenommen und dessen 3D Koordinaten aus dem linken und rechten Bild extrahiert werden. Dazu werden die beiden Aufnahmen in einem ersten Schritt entzerrt. Danach wird die sogenannte Disparität berechnet. Mit der Disparität und den Kameraparametern ist es dann möglich, die dreidimensionalen Koordinaten zu ermitteln.

Originale und rektifizierte Bilder des Kalibriermusters. Nach der entzerrung sind die korrespondierenden schwarzen Punkte auf dem linken und rechten Bild auf gleicher höhe.
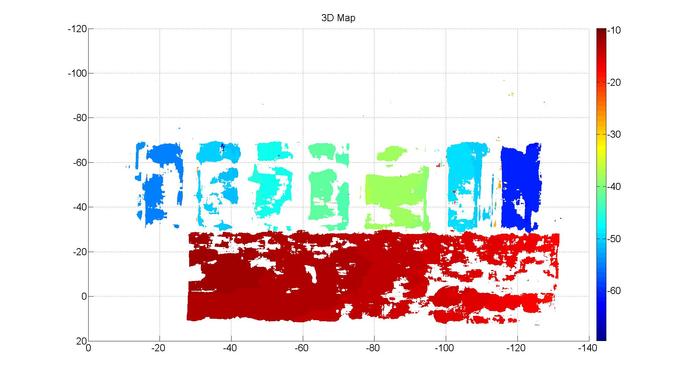
Stufenprofil, berechnet aus den Bildern der linken und rechten Kamera.
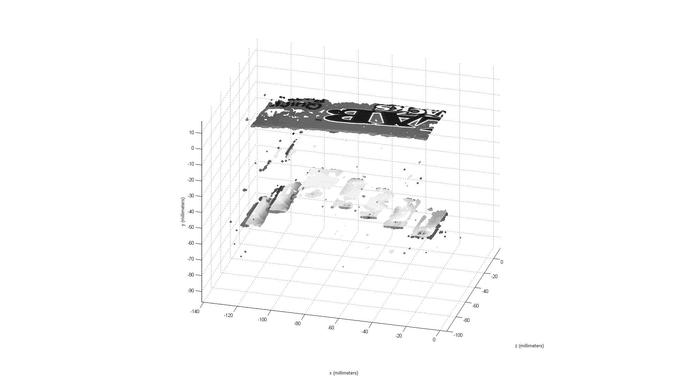
Stufenprofil in einer dreidimensionalen Ansicht.
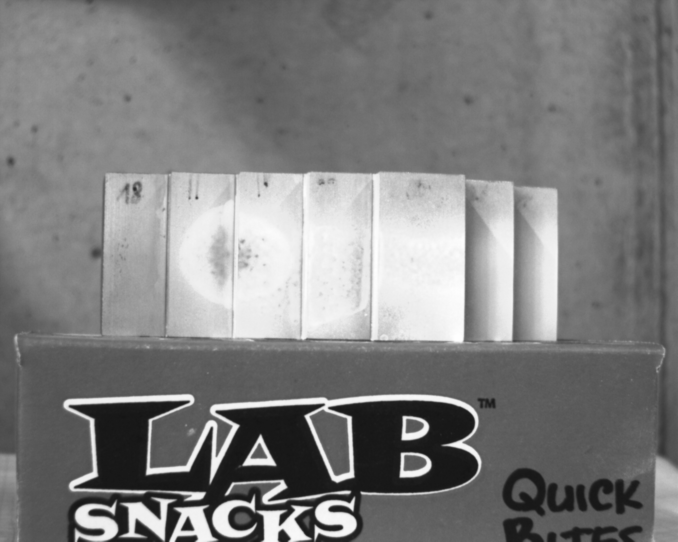
Bild eines Stufenprofils von oben. Die höhe der Stufen kann mit einem Stereometrischen Aufbau bestimmt werden.
Ein Sitzender Löwe wurde mit zwei Kameras aufgenommen, anschließend wurden die Bilder entzerrt und überlagert.
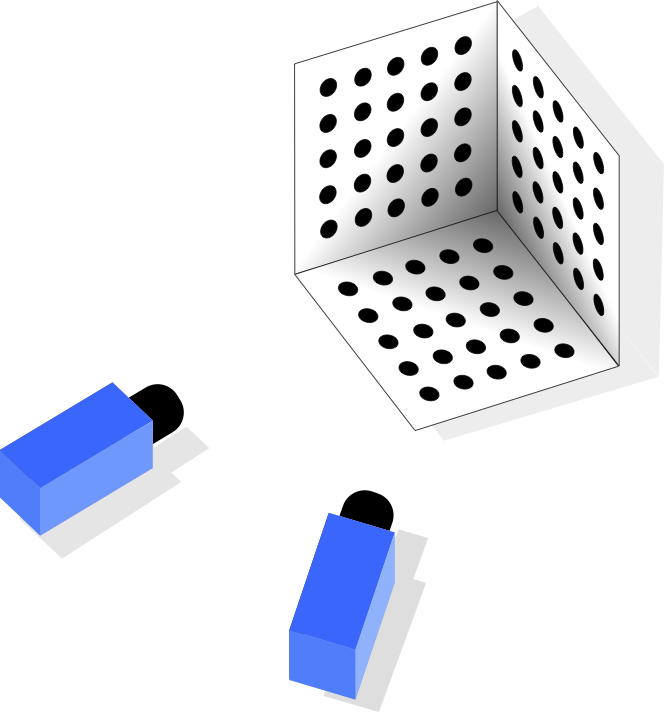
Schematischer Aufbau der Stereometerie, mit den beiden Kameras und einem Messobjekt (hier Kalibrierobjekt)

Eine Skulptur (Wagner) auf den die namensgebenden Streifen der Streifenprojektion projiziert sind. Anhand von Verformungen dieser parallelen Streifen kann die Form bestimmt werden.
Ein Streifenprojektionssystem ließt mittels der namensgebenden Streifenprojketion (linkes Bild) ein Objekt als 3D Modell in einen Computer ein. Dazu werden zunächst Aufnahmen des Objektes mit verschiedenen Streifenmustern erstellt.
Die projizierten Streifen weisen Deformationen auf, die dem Objekt entsprechend geformt sind. Anhand dieser Verformung, die sich in einem horizontalen Versatz im Bild äußert und den Kameraparametern, kann dann das Höhenprofil der Linie bestimmt werden. Der Unterschied zur Lasertriangulation mit nur einer Laserlinie ist der, dass bei der Streifenprojektion ein komplettes Objekt auf einmal aufgenommen werden kann.
In unserem Labor sind zwei verschiedene Systeme. Das erste, der David 3D Scanner, ist für kleine bis mittlere Objekte geeignet (alles zwischen Kontaktlinse und einem menschlichen Kopf). Das zweite System ist ein Streifenprojektions-Messmikroskop von Keyence. Mit diesem lassen sich dann kleine Objekte vermessen. Letzteres besitzt auch eine umfangreiche Auswertesoftware, mit der die Objekte vermessen und Dokumentiert werden können.
Bilder zu dem Streifenprojektor David 3D Scanner
Eine Skulptur (Wagner) auf den die namensgebenden Streifen der Streifenprojektion projiziert sind. Anhand von Verformungen dieser parallelen Streifen kann die Form bestimmt werden.
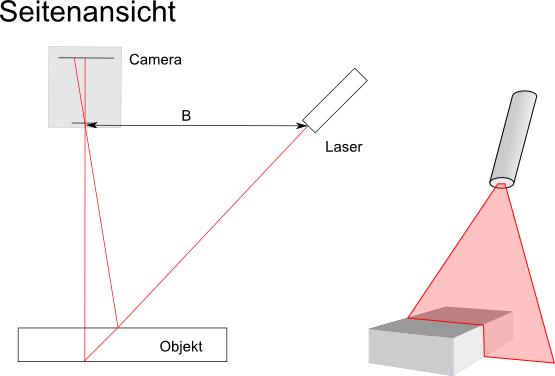
Bei der Lasertriangulation wird eine Line auf ein Objekt projiziert. Wenn der Winkel und Abstand von Laser und Kamera bekannt ist, kann durch die Verzerrungen der Linie auf die Form des Objektes geschlossen werden.
Bilder zum Messmikroskop Keyence VR-3100
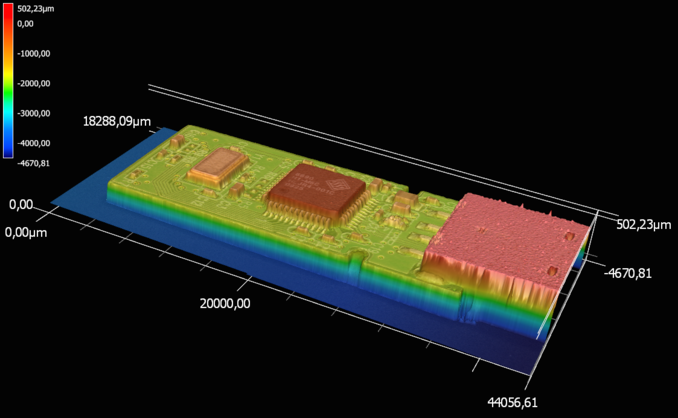
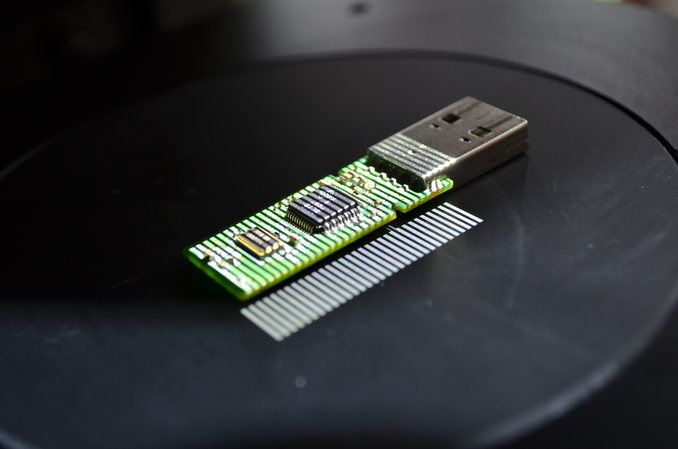
3D Modell eines USB-Sticks. Die Höhe ist farblich hervorgehoben.
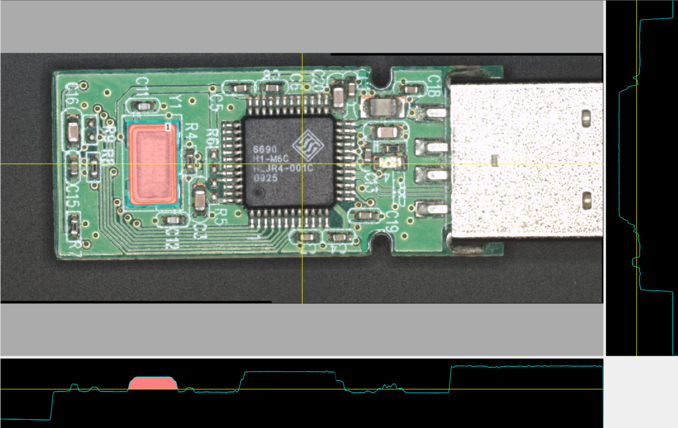
Mit der Software des Mikroskops können diverse Messungen durchgeführt werden. Es gibt u.a. Volumenmessungen, geometrisches Messen (Winkel, Abstände etc.) und Profilvermessung.
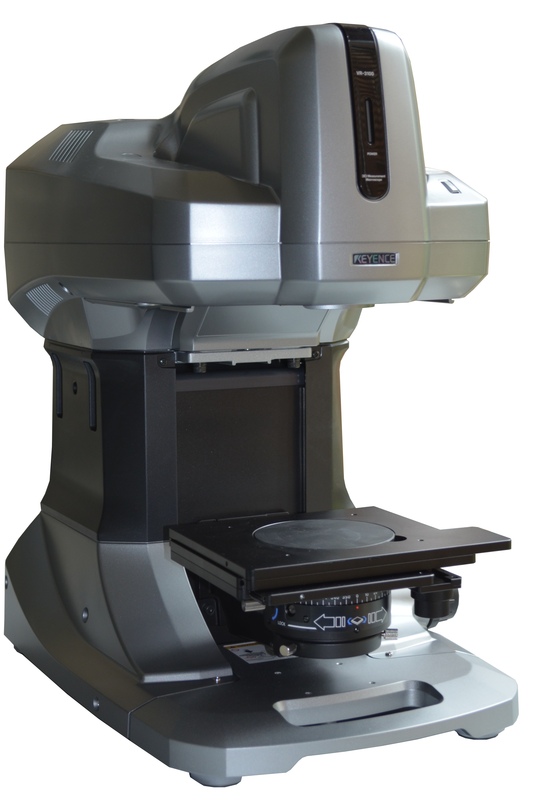
Das Keyence Streifenprojektionsmikroskop VR-3100

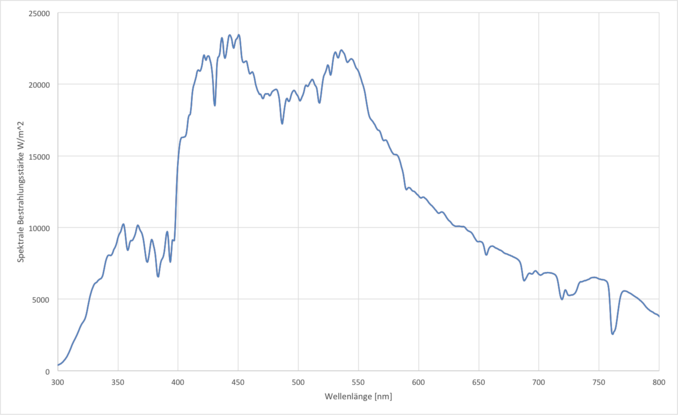
Das Zeiss MCS 400 Spektroskop kann Lichtspektren im Bereich von 200 nm bis 1010 nm aufnehmen. Die verwendete Hardware eignet sich dabei sowohl für Reflexions- als auch für Transmissionsmessungen oder einfach nur für das Auswerten von direkter Lichteinstrahlung – beispielsweise die der Sonne.


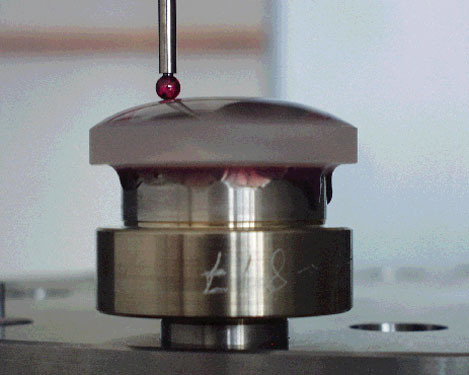
An der Spietze des Messkopfs der Koordinatenmessmaschine ist eine Rubinkugel angebracht. Mit dieser wird ein Objekt abgetastet. Dieses System ist sehr genau, benötigt aber auch viel Zeit zum vermessen.
Die Zeiss PRISMO ist eine hochgenaue Koordinatenmessmaschine der Firma Carl Zeiss. Als Messobjekte eignen sich alle festen Gegenstände die körperlich angetastet werden können. Je nach Aufgabenstellung und Geräteausrüstung können am Messgerät verschiedene Taster und Tastsysteme verwendet werden. Das gesamte Messgerät ist aktiv luftgelagert.
Kernstück der taktilen Messmethode ist der Tastkopf. Er ermöglicht mehrere Messroutinen wie taktile Einzelpunktmessungen, Form- und Lagemessungen, sowie HighSpeed-Scanning von bekannten und unbekannten Konturen.

An der Spietze des Messkopfs der Koordinatenmessmaschine ist eine Rubinkugel angebracht. Mit dieser wird ein Objekt abgetastet. Dieses System ist sehr genau, benötigt aber auch viel Zeit zum vermessen.
Aufbau eines frequency-domain optical coherent tomography Aufbaus. Das Licht wird zunächst aufgeteilt. Nach der Reflxion an dem Messobjekt iunterferiert das Lciht mit dem Referenzstrahl. Schließlich wird das licht noch in seine spektralen Bestandteile zerlegt.
Mit dem Verfahren der "Optical Coherence Tomography (OCT)" lassen sich optische Oberflächen berührungslos vermessen – beispielsweise Schäden an der Oberfläche (Subsurface Damage – SSD). Der Vorteil des OCT gegenüber den herkömmlichen Methoden (Interferometer/Weißlicht-Interferometer) ist, dass auch Flächen nach dem Schleifvorgang komplett vermessen werden können. Das OCT befindet sich jedoch noch in der Experimentphase.
Der Messkopf ist integrierbar, kann also in andere Systeme für inline-Messungen eingesetzt werden.
Der zugrundeliegende Aufbau des OCT ist das Michelson-Interferometer. Das resultierende Interferenzmuster ist dann eine Funktion der Laufzeit des Lichts innerhalb der Probe. Von streuenden Medien kann so ein dreidimensionales Bild aufgenommen werden.
Eingesetzt werden solche Systeme hauptsächlich in der medizintechnik, um beispielsweise die Netzhaut des Auges zu untersuchen.
Aufbau eines frequency-domain optical coherent tomography Aufbaus. Das Licht wird zunächst aufgeteilt. Nach der Reflxion an dem Messobjekt iunterferiert das Lciht mit dem Referenzstrahl. Schließlich wird das licht noch in seine spektralen Bestandteile zerlegt.

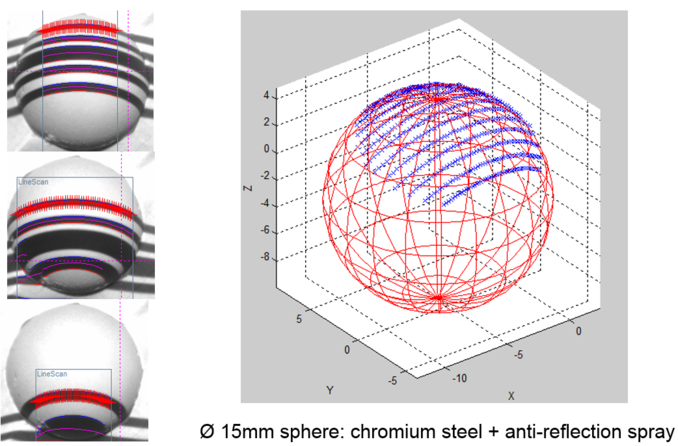
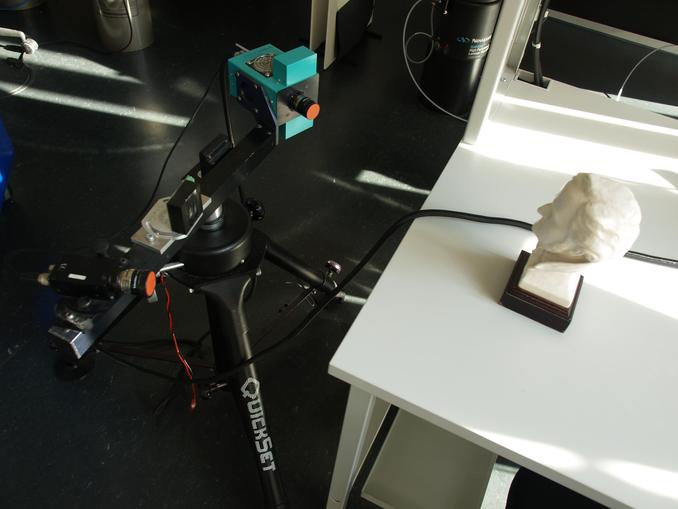
Beim einscannen einer Kugel mit dem Zeiss CodedBolt wird der Sensor über das Objekt bewegt. Die eingesacannten Linien werden hinterher zusammengesetzt.
Bei der Lasertriangulation wird mit einem Laser eine Linie auf ein Objekt projiziert. Das reflektierte Licht wird anschließend mit einer Kamera aufgenommen. Die Kamera hat nun einen schrägen Blickwinkel auf das bestrahlte Objekt. Die eigentlich parallelen Linien wirken nun verzerrt. Anhand dieser Verformungen kann dann auf die Form geschlossen werden.
Nun werden Messungen an verschiedenen Stellen des Objektes gemacht. Kennt man den Abstand, um den das Objekt oder die Laserlinie verschoben wurde, kann aus den Einzelmessungen ( = Höhenprofil an Stelle x) ein 3D-Modell des gesamten Objektes erstellt werden.
Die Methode unterscheidet sich also nicht wesentlich von der der Streifenprojektion. Bei der Lasertriangulation wird jedoch nur eine eindimensionale Beleuchtung verwendet, während die Streifenprojektion ein zweidimensionales Muster zum Einsatz kommt. Bei der Streifenprojektion kann auch ein einfacher Zeilensensor verwendet werden, die Streifenprojektion benötigt einen zweidimensionalen Sensor.

Der Sensor ist an einem Roboterarm befestigt, sodass dieser automatisch auch größere Objekt vermessen kann.

Die Bilder Werden eingelsen und an einen PC übertragen, wo die Daten weiterverabeitet werden.
Bei der Lasertriangulation wird eine Line auf ein Objekt projiziert. Wenn der Winkel und Abstand von Laser und Kamera bekannt ist, kann durch die Verzerrungen der Linie auf die Form des Objektes geschlossen werden.
Optikfertigung
Die Prozesskette der Optikfertigung beginnt mit dem CAD-Modell und endet mit der fertigen Optik. Mittels additiver Fertigung oder einer HSC-Fräsmaschine wird die Form der Optik oder der Spritzgussform hergestellt. Durch die anschließende robotergestützte Pad- oder Fluid-Jet-Politur wird die Oberfläche geglättet und die Form korrigiert, um eine optische Oberflächengüte zu erhalten. Die Robotersteuerung und Simulation dieses verweilzeitgesteuerten Bearbeitungsprozesses wird durch die eigens entwickelte CAD/CAM Software Zaphod realisiert. Am Ende der Prozesskette wird die Oberflächenrauheit und Struktur der Optik vermessen.
In der Fertigung stehen verschiedene Roboter, bestückt mit unterschiedlichen Köpfen, sowie 3D-Drucker zur Verfügung, um die Optiken herzustellen. Die Möglichkeiten reichen dabei von einfachen Sphären, bis hin zu Freiformflächen mit unterschiedlicher Genauigkeit.
Roboter | ABB IRB 4400 | Glaspolitur |
ABB IRB 2400 | Stahlpolitur | |
ABB IRB 140 | High-Power Fluid-Jet Politur | |
| ABB IRB 120 | Low-Power Fluid-Jet Politur | |
| ABB IRB 140 | "6D-Druck" mit FDM-Druckkopf | |
| ABB IRB 120 | Optische Sensoren | |
| ABB IRB 120 | "6D-Druck" mit Multi-Jet-Druckkopf | |
| Fräsmaschine | Röders RXP500DS | 5-Achsmaschine |
| Additive Fertigung | Keyence Agilista FUJIFILM Dimatix | Multi-Jet-Modeling |
| Autodesk Ember Eigenentwicklungen | Stereolithografie | |
| SLM Solutions | Selective Laser Melting | |
| diverse FDM-Drucker |

Ein Roboter beim automatischen Schleifen einer Linse

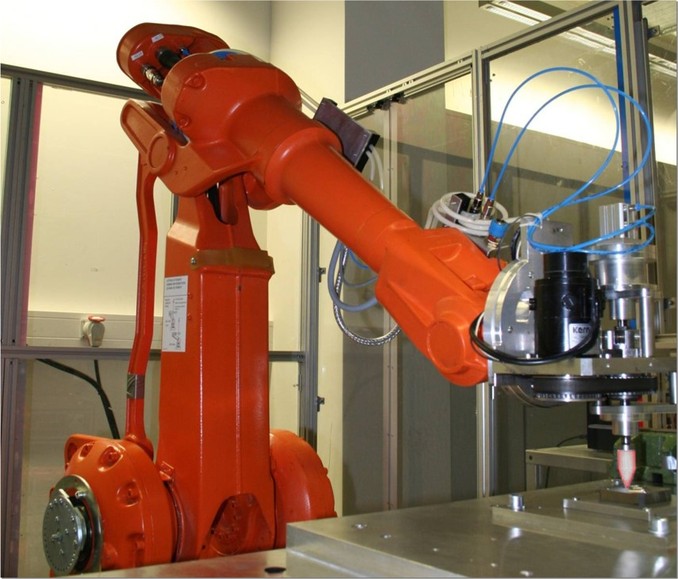
ABB IRB 120
Der ABB IRB 120 ist der neueste Roboter im Zentrum für Optische Technologien. An diesen Roboter werden zurzeit optische Sensoren sowie optische Messsysteme adaptiert.
ABB IRB 140
Der ABB IRB 140 ist in ein System für die Optikbearbeitung integriert.
ABB IRB 2400
Der ABB IRB 2400 wird zur Politur von Stahl-Oberflächen und optischen Flächen verwendet. Es werden plane, sphärische und asphärische Flächen sowie Freiformflächen bearbeitet. Der Roboter kann mit verschiedenen Polierköpfen bestückt werden. Die sechs Achsen sorgen für flexible Bearbeitungsprozesse und vielfältige Anwendungsgebiete. Es können Teile bis zu einem Durchmesser von 1,5 m bearbeitet werden.
ABB IRB 4400
Der ABB IRB 4400 wird zur Politur von optischen Flächen verwendet. Es werden plane, sphärische und asphärische Flächen sowie Freiformflächen bearbeitet. Der Roboter kann mit verschiedenen Polierköpfen bestückt werden. Die sechs Achsen sorgen für flexible Bearbeitungsprozesse und vielfältige Anwendungsgebiete. Es können Teile bis zu einem Durchmesser von 1,5 m bearbeitet werden.